6軸MIG/MAG溶接ロボット(溶接機付き、溶接範囲1500mm)





特徴
-ロボットアーム:
- ダイカスト製法、アルミニウム製アーム、軽量で柔軟性に優れています
- ロボットの内部配線と端子は、世界的に有名な一流ブランドであるDYEDEN、TAIYO、ABB、Fanucによって製造されています。
- コントローラー、モーター、減速機の中国トップブランド。
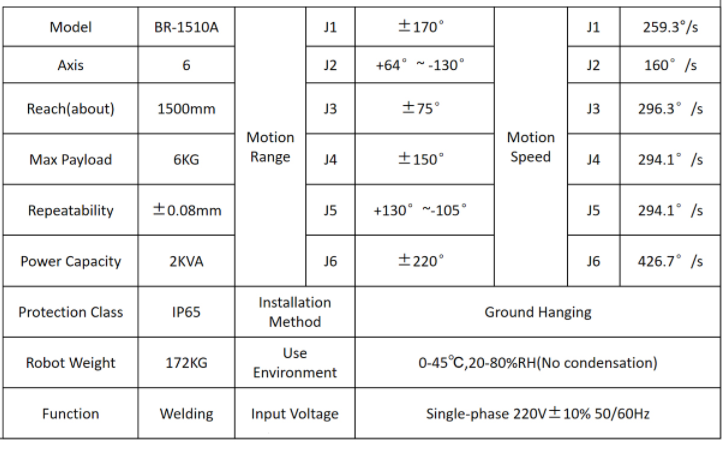
BR-1510 MIG溶接ロボットのパラメータは以下のとおりです。
-JHY溶接ロボット制御システム:

-溶接機:Aotai NBC350RL
-
低スパッタ溶接、高速スポット溶接、定圧溶接の3つの溶接モードを備えています。
- 1~3mm厚の炭素鋼の超低スパッタ溶接を実現できます。溶接スパッタの量は60%削減されます。
- 熱入力が10%~20%削減され、薄板の溶接が制御しやすく、変形も小さい。
- 完全デジタルシステムにより、液滴の移行を精密に制御し、連続的かつ安定した溶接品質を実現します。
- ソフトスイッチングインバータ技術は、機械全体の信頼性を向上させ、エネルギーと電力を節約することができます。
- 完全デジタル高精度ワイヤ送給制御システム、エンコーダ付き2駆動2スレーブ完全デジタル制御ワイヤ送給装置は、電源電圧やワイヤ送給抵抗などの外部要因が変化しても、ワイヤ送給の安定性を確保できます。
-溶接トーチ:
- 高感度衝突防止装置を備えた空冷式で、トーチの寿命を大幅に延ばします。
溶接位置決め装置およびロボット歩行レール
- 1軸、2軸、3軸の溶接ポジショナーはオプションで選択可能です。積載量と作業台のサイズは、ご要望に応じてカスタマイズできます。
- ロボット歩行レールは、お客様のご要望に応じてカスタマイズ製作可能です。長さ:3/6/9/12m。積載量:500/1000kg
機械のメンテナンスは簡単で操作も容易であり、設計上の耐用年数は10年以上です。
細部にまで気を配ることで、JHYロボットはより優れたものになる
ここにメッセージを書いて送信してください




